双级粉碎机2个转子2份锤头,打煤矸石出粉更细,成品3毫米以下!
在矿山破碎、建材制备及固废资源化领域,煤矸石的高效粉碎始终是影响生产效率与成本的核心环节。传统单级粉碎机面对煤矸石这类硬度高、湿度波动大的物料时,常面临堵塞停机、出料粗、维护频繁等痛点,难以满足精细化加工需求。而双级粉碎机凭借双转子、双锤头的独特结构,以两级连续破碎的创新模式,彻底突破煤矸石粉碎瓶颈,实现成品粒度稳定控制在3毫米以下,成为行业解决煤矸石粉碎难题的优选设备。

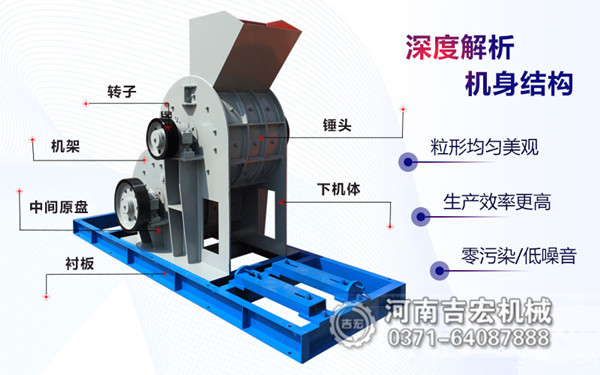
双转子双锤头核心结构,构建高效粉碎体系
双级粉碎机的核心优势,源于其科学严谨的双转子、双锤头配置。设备采用上下两级串联转子设计,两级转子各自配备独立锤头,工作时形成连贯的破碎流程。物料进入破碎腔后,首先由上级转子的锤头进行高速击打,完成初步破碎;随即被甩入下级破碎腔,由反向高速旋转的下级转子锤头再次精细粉碎。两级转子协同运作,让物料在破碎腔内经历两次连续破碎,且破碎过程中物料之间还会发生高频碰撞,形成“锤击物料、物料互击”的双重粉碎效果,大幅提升破碎比,为产出细度均匀的成品奠定基础。
这种结构摒弃了传统单级粉碎的单一破碎模式,相当于将两台破碎机的功能整合于一体,既简化了生产流程,又通过双级接力破碎,避免了单级破碎不彻底、粒度不均的问题,从根源上保障了煤矸石粉碎的细度与效率。
无筛底设计,破解煤矸石粉碎堵料难题
传统粉碎机依赖筛网控制出料粒度,而煤矸石往往含有一定水分,湿度大、黏性高的特性极易导致筛孔堵塞,频繁停机清理不仅降低生产效率,还会增加设备损耗。双级粉碎机针对性采用无筛底设计,彻底摆脱了筛网对物料湿度的限制。
设备的出料粒度由锤头与衬板之间的间隙精准把控,而非依赖筛网筛选。无论煤矸石是干燥状态还是雨后潮湿状态,物料都能顺畅通过破碎腔,直接从出料口排出,从根源上杜绝了堵料问题。这一设计让双级粉碎机实现“干湿物料通吃”,无需对湿煤矸石进行预烘干处理,既节省了烘干成本,又保障了生产的连续性,尤其适合砖厂、煤矿等需要持续处理高湿煤矸石的场景,彻底解决了传统设备因堵料导致的产能瓶颈。

精细化粉碎,成品粒度稳定达标
双级粉碎机的核心目标,是实现煤矸石的精细化粉碎,成品粒度稳定控制在3毫米以下,满足制砖、铺路、建筑骨料等场景的严苛需求。双转子双锤头的结构,让物料在破碎腔内经历两次高强度破碎,破碎过程充分且均匀,有效避免了过粉碎或欠粉碎现象。
通过灵活调整锤头与衬板、两级转子之间的间隙,可精准调控出料粒度,确保成品中3毫米以下的颗粒占比符合生产要求。经设备粉碎后的煤矸石成品,粒度均匀、品质稳定,可直接作为免烧砖原料、人工砂或建筑骨料使用,不仅提升了煤矸石的资源化利用价值,还为下游生产环节提供了优质原料,减少后续加工工序,助力企业实现降本增效。
耐磨耐用设计,降低设备维护成本
煤矸石硬度较高,对设备的锤头、衬板等易损件磨损严重,传统设备频繁更换易损件的问题,一直是企业运营的痛点。双级粉碎机在关键部件的材质与设计上进行了针对性优化,核心锤头采用高耐磨合金材质,具备出色的抗冲击与耐磨性能,能够承受煤矸石的高强度冲击与摩擦,大幅延长使用寿命。
同时,设备搭载独特的移位调隙技术,当锤头磨损导致与衬板间隙增大、出料粒度变粗时,无需整体更换锤头,只需将锤头向外侧移动调整位置,即可缩小间隙,恢复出料精度,一副锤头可实现多次反复使用,显著降低易损件更换频率与成本。此外,设备还配备液压启盖装置,检修时一人即可轻松打开机盖,快速完成锤头更换与设备检修,大幅节省维修时间与人力成本,保障设备长期稳定运行。
多元优势叠加,适配多场景生产需求
除了核心的粉碎性能,双级粉碎机还具备诸多实用优势,进一步适配不同行业的生产需求。设备采用密封结构设计,运行过程中噪音低、粉尘少,既能改善工作环境,又符合环保生产要求,助力企业达标排放;其适用范围广泛,除煤矸石外,还可处理页岩、炉渣、建筑垃圾、煤泥、黏土等多种物料,实现一机多用,满足砖厂、建材厂、矿山等不同场景的破碎需求。
在能耗与效率方面,双级粉碎机通过两级串联破碎的优化设计,单位物料的破碎能耗更低,相比传统单级设备,在同等产量下能耗大幅降低;同时,设备结构紧凑,占地面积小,节省厂房空间,投资成本更可控,无论是小型生产线还是规模化生产场景,都能找到适配的型号,为企业提供灵活的生产解决方案。
精准选型,释放设备最大效能
若想充分发挥双级粉碎机的性能优势,实现煤矸石精细化粉碎的最优效果,科学选型至关重要。企业在选择设备时,需结合自身实际生产需求,综合考虑原料特性与生产目标。一方面,要明确煤矸石的硬度、湿度、进料粒度等原料参数;另一方面,需确定目标产量与成品粒度要求,将这些信息与专业厂家充分沟通,由厂家根据实际工况推荐合适的设备型号与配置,确保设备与生产需求精准匹配,避免因选型不当导致产能浪费或设备性能无法充分发挥。
双级粉碎机凭借双转子、双锤头的核心设计,以无筛底防堵、精细化粉碎、耐磨低耗等突出优势,彻底解决了煤矸石粉碎过程中的堵料、出料粗、维护难等核心难题,为煤矸石的资源化利用提供了高效、可靠的设备支撑。
-

双级粉碎机




