聚焦煤矸石资源化:液压对辊机以层压破碎技术实现硫精砂品位与回收率双突破!
煤矸石作为煤炭开采与洗选过程中产生的大宗固体废弃物,长期堆放不仅占用土地资源,还易引发扬尘、土壤及水体污染等环境问题,推进其资源化利用是矿山绿色发展的核心课题。煤矸石中富含硫铁矿等有价矿物,经加工可提取硫精砂,广泛应用于化工、冶金等行业,具备显著的经济与环保价值。但传统加工工艺中,破碎设备选型不当易导致硫铁矿解离不充分、过粉碎严重,制约硫精砂品位与回收率提升。液压对辊破碎机依托层压破碎技术,精准破解行业痛点,为煤矸石资源化利用提供高效解决方案,推动硫精砂品位与回收率实现双突破。

一、煤矸石资源化利用现状与提硫核心痛点
我国煤矸石年产量巨大,综合利用率虽持续提升,但仍有大量存量固废未得到高效利用。提取硫精砂是煤矸石资源化的重要途径,既能减少固废堆积,又能产出高附加值产品,契合 “固废减量化、资源化、无害化” 政策导向。煤矸石中的硫铁矿多以细粒嵌布形式存在,与矸石母体紧密共生,提取硫精砂的核心是实现硫铁矿与脉石矿物的单体解离,为后续分选作业提供合格原料。
当前多数选矿厂采用传统破碎设备,在煤矸石提硫过程中暴露出多重痛点,直接影响生产效益。其一,解离不充分,传统冲击式破碎机依靠高速锤头击打物料,破碎力度集中且不均,难以将嵌布细腻的硫铁矿从矸石中有效剥离,硫铁矿与废石连体现象普遍,后续分选无法精准分离,导致大量有价矿物流失,回收率偏低。其二,过粉碎严重,高速冲击模式易将硫铁矿晶体砸成微细粉末,这些细颗粒在重选、浮选环节难以被有效捕捉,随尾矿排放,既浪费资源,又增加后续处理难度与成本。其三,粒度失控,出料粒度粗细混杂,无法稳定控制在分选适宜区间,过粗物料未解离完全,过细物料泥化严重,导致分选作业稳定性差,硫精砂品位波动大,难以达到行业标准。其四,工况适应性弱,煤矸石成分复杂,硬度、含水率波动较大,传统设备易因湿料、杂物出现堵塞、卡死问题,需频繁停机维修,影响生产线连续性,增加运维成本。

二、层压破碎技术原理:精准解离的核心支撑
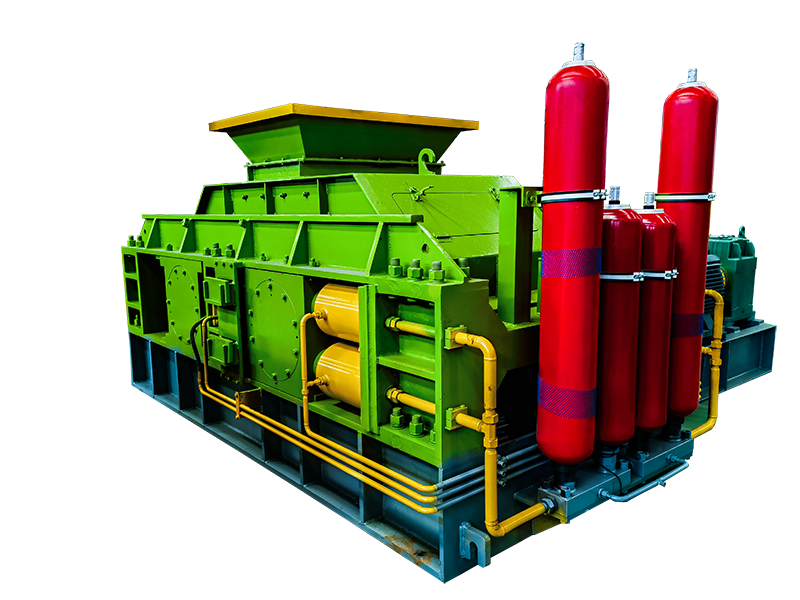
层压破碎技术是液压对辊破碎机的核心,区别于传统冲击破碎模式,以 “低速高扭挤压” 为核心原理,通过双辊相向旋转产生的均匀高压,实现物料的层间破碎与精准解离,完美适配煤矸石提硫的工艺需求。
液压对辊破碎机的核心工作部件为两个高强度合金辊轮,在液压系统调控下保持稳定辊缝与压力。煤矸石从进料口落入两辊之间的破碎腔,在重力作用下进入辊缝区域,受到辊轮施加的持续、均匀挤压力。这种压力作用于物料颗粒群,使颗粒间相互挤压、摩擦,煤矸石内部的裂隙被扩展、贯通,硫铁矿晶体沿天然结合面与矸石母体分离,实现单体解离。整个破碎过程无高速冲击,物料受力均匀且可控,避免了暴力破碎导致的晶体过度粉碎与细粉增多问题。
层压破碎技术的关键优势在于 “料层破碎” 与 “压力可控”。设备通过液压系统实时调节辊轮压力与辊缝间隙,可根据煤矸石的硬度、硫铁矿嵌布特性灵活调整破碎强度,确保解离效果的同时,精准控制出料粒度。破碎后的物料粒度均匀,级配合理,硫铁矿颗粒保持完整,为后续跳汰、浮选等分选作业提供理想原料,从源头保障硫精砂的品位与回收率。

三、液压对辊机的核心优势:破解提硫难题,助力双指标突破
(一)解离充分,保障硫精砂高品位
液压对辊破碎机的层压破碎模式,可使煤矸石中的硫铁矿实现充分单体解离。传统设备难以剥离的细粒嵌布硫铁矿,在均匀高压作用下能与脉石矿物有效分离,减少连体颗粒进入分选环节。解离充分的硫铁矿颗粒纯度更高,分选后杂质含量大幅降低,硫精砂品位显著提升,稳定达到行业优质标准,满足下游化工、冶金行业的原料要求。
(二)过粉率低,大幅提升资源回收率
针对传统设备过粉碎严重的痛点,液压对辊破碎机以温和挤压替代高速击打,硫铁矿晶体沿自然晶面解离,颗粒完整性好,微细粉末产生量极少。分选过程中,完整的硫铁矿颗粒可被跳汰机、浮选机高效捕捉,减少有价矿物随尾矿流失,回收率实现大幅提升,充分挖掘煤矸石中的有价资源价值。
(三)粒度可控,适配分选黄金区间
硫精砂分选对入料粒度要求严苛,行业公认适宜区间内的物料分选效率最高。液压对辊破碎机通过液压系统无级调节辊缝间隙,可将出料粒度稳定控制在目标区间,避免过粗未解离物料与过细泥化物料进入分选环节。均匀的出料粒度使分选作业工况稳定,减少品位波动,同时提升分选效率,降低能耗与药剂消耗。
(四)工况适配强,保障连续稳定生产
煤矸石成分复杂,常伴生湿料、黏性杂质及不可破碎硬物,液压对辊破碎机具备优异的工况适应性。设备采用防粘附耐磨辊面,可处理一定含水率的煤矸石,不易发生堵塞;智能液压系统配备过载保护功能,遇到铁块等硬物时可自动退让,排出异物后迅速复位,避免设备卡死或损坏。相比传统设备,液压对辊破碎机耐磨性能优异,易损件使用寿命长,减少停机维修频次,保障生产线长期连续稳定运行,降低综合运营成本。
(五)智能调控,适配多样化生产需求
现代液压对辊破碎机集成智能液压控制系统,可实现破碎压力、辊缝间隙的精准调控与实时监测。操作人员可根据煤矸石原料特性、生产负荷及产品质量要求,灵活调整运行参数,适配不同品位、硬度煤矸石的加工需求。智能调控系统还可记录生产数据,为工艺优化提供依据,推动生产过程精细化管理,进一步提升硫精砂品位与回收率的稳定性。

四、实际应用价值:推动煤矸石资源化高效落地
液压对辊破碎机在煤矸石提硫场景中的应用,已通过众多选矿项目验证其显著成效。多条生产线实践表明,采用液压对辊机替代传统破碎设备后,硫精砂品位与回收率均实现明显提升,同时降低能耗、运维成本与固废排放,实现经济效益、环境效益与社会效益的统一。
从经济效益来看,硫精砂品位提升可直接提高产品市场竞争力与销售价格,回收率提升则增加单位原料的有价矿物产出,大幅提升项目盈利空间;设备运行稳定、能耗低、易损件消耗少,进一步降低生产成本,缩短投资回报周期。从环境效益来看,高效提取硫精砂提升煤矸石综合利用率,减少固废堆积占地与环境污染;层压破碎技术粉尘产生量少,配合配套除尘设备可实现清洁生产,符合矿山环保要求。从社会效益来看,推动煤矸石资源化利用助力矿山绿色转型,促进煤炭行业可持续发展,同时硫精砂产品供应缓解化工、冶金行业原料压力,带动相关产业协同发展。

煤矸石资源化利用是矿山绿色发展的必然趋势,提取硫精砂作为高附加值利用路径,其核心瓶颈在于破碎环节的精准解离与粒度控制。液压对辊破碎机依托层压破碎技术,以充分解离、低过粉率、粒度可控、工况适配强等核心优势,精准破解传统工艺痛点,推动硫精砂品位与回收率实现双突破,为煤矸石高效资源化提供关键设备支撑。
-
液压对辊破碎机


